


塑料焊接篇(下)——塑料激光焊接工艺方法、优势及应用(附解决方案)
随着新型材料加工技术的发展,塑料产品正因其质量轻、耐腐蚀、绝缘性好和成型加工性能优良等特性,已经大量取代金属和陶瓷等传统材料,广泛应用于航空、船舶、汽车、医疗器具、食品包装以及日用化工等领域。塑料件连接工艺的好坏对塑料产品的广泛应用有着重大的意义。
上篇讲述了塑料激光焊接的原理及方法类型,那么塑料焊接装置配置是怎样的呢?激光器又应该怎么选择呢?
一、塑料激光焊接装置
塑料激光焊接装置主要包括激光器、焊接头和焊接夹具。激光器的选择主要根据塑料材料特点来选择。大部分塑料都是选择透过率高的波长为808nm~1100nm激光器,焊接完全透明材料时需要在原材料中添加激光吸收剂或零件表面涂激光吸收剂促进激光的吸收。透明医疗材料则选择激光吸收率高的波长为1710nm或1940nm的激光器。

塑料激光焊接装置
锐科激光公司可提供全阶段塑料激光焊接解决方案以全方位满足客户需求。自主生产的光纤输出半导体激光器可进行多种塑料焊接。在设计阶段,客户可以进行应用和材料咨询;在可行性阶段,公司能打样验证,制定工艺方案;在批产阶段,公司能提供现场技术支持。

点击查看产品详情
光纤输出半导体激光器

锐科激光光纤输出半导体激光器塑料焊接产品

白色PP+黑色PP 焊接
塑料焊接工装夹具一般包括夹板总成、压力传感装置以及压力驱动装置。根据产品的结构设计不同的工装夹具,使用的焊接头一般为准直聚焦焊接头和高速振镜两种,两种焊接头的典型适用范围分别是扫描焊接和填充焊接。
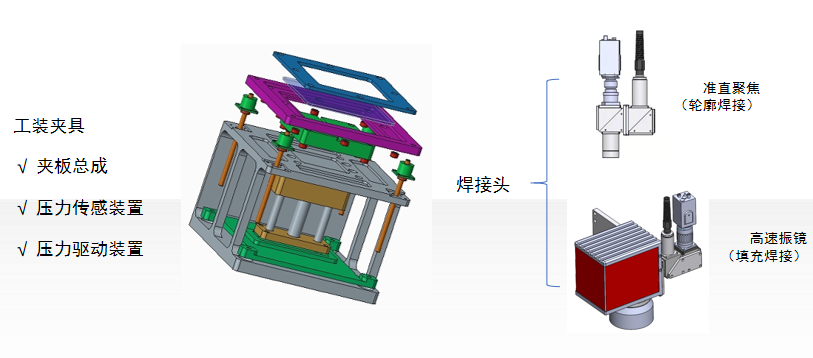
塑料激光焊接装置
工艺参数方面:夹紧力一般为0.1 Mpa~2Mpa,激光功率一般为10W~100W,轮廓焊接速度一般为5 mm/s~100mm/s,焊接处光斑直径一般为0.5mm~5mm。焊接的工艺流程一般包括零件清理、焊接和测试。零件清理主要是去除样件表面的脱模剂和污物。产品测试主要包括外观检查、气密性测试、拉力测试、破坏性测试,其中医疗产品还需要进行药理毒性和生物相容性测试。

塑料激光焊接工艺流程
那么塑料焊接后会产生哪些缺陷呢?焊接缺陷一般包括未焊合、气孔和孔洞,下图是焊缝的纵截面形貌,左图可以看到上下两层材料中间有黑色未焊合区域,那么可以增加功率或降低焊接速度来避免这种缺陷,中间这幅图可以看出存在气孔,可以增加焊接夹紧力来消除缺陷;右图黑色部位为焊接孔洞,这是能量密度高造成的,因此可以降低功率,增加焊接速度。

焊接缺陷及纠正措施
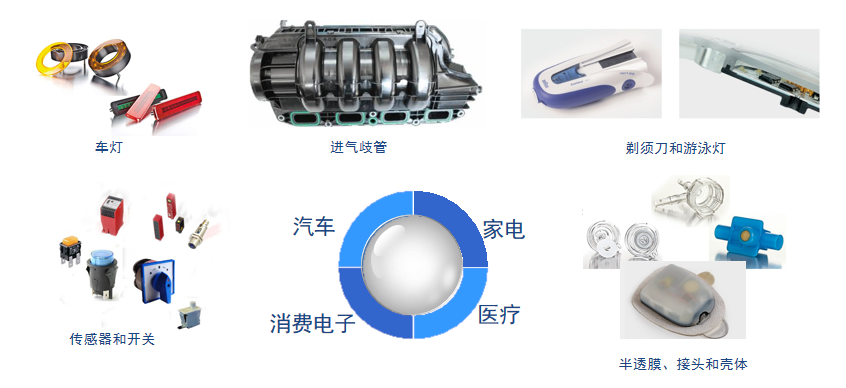
二、塑料激光焊接行业应用及发展趋势
塑料激光焊接目前主要应用在汽车、家电、消费电子以及医疗行业。基于激光塑料焊接对塑料材料的光学特性要求,未来的行业发展趋势将在新型塑料材料的开发方面——包括黑色透光材料的开发,而塑料焊接的激光器研发主要致力医疗行业激光器的开发。
以上文章内容来自锐科激光。如涉及作品内容、版权和其它问题,请在7日内与本平台联系(邮箱:2295402121@qq.com),我们将在第一时间给予处理!



-
光通信大会丨8月14日,南京英田光学董事长周子元将出席大会并作主题分享

欢迎报名参加
넶0 2026-07-22 -
光通信大会丨8月14日,长进光子研发总监褚应波博士将出席大会并作主题分享

欢迎报名参加
넶0 2026-07-21 -
光通信大会丨8月14日,武大教授、六博光电董事长艾勇博士将出席大会并作主题分享

欢迎报名参加!
넶0 2026-07-20













-
- 2023-02-09
- 2023-07-20
- 2022-12-05
- 2023-02-10
- 2022-10-11
- 2022-10-22
- 2023-02-10
- 2021-09-18
