


万人挤爆直播间,围观创鑫50kW实切直播!
9月7日,创鑫激光进行了50kW实切直播,在线观看人次达到4万,很多人对50kW的实切效果赞不绝口,但也有部分人表示当天演示的切割厚度太薄了,匹配不上50kW如此高功率的性能。


其实直播前市场团队和技术团队对切割厚度和切割形状进行了一场讨论,当时就有两种观点:其中一种观点是觉得应该切更厚的,以展现50kW的实力;另外一种观点则认为直播中切太得太厚,用户日常加工不常用,对他们来说就没有触动,所以应该选择切现在用户常切,但又存在一定加工难点的板材厚度。经过一番讨论衡量后,我们最终采用了第二种观点的方案,也就有了直播间大家看到的现场切割厚度和形状。
专攻重工领域
提升厚板加工效率
在50kW新品发布前,创鑫激光市场与品牌负责人曾剑锋就已经在媒体采访中表示:创鑫激光50kW锁定的就是两大市场,一是更高阶的船舶制造、轨道交通、农机重工、钢构等行业用户市场,二是等离子切割市场的替代。以轨道交通基础设施建设过程中需要使用到的预埋件和预制板为例,多以10-40mm的中厚金属板为主;农业机械设备中的建设类机械(如:挖掘机、装载机、叉车)所用的钣金厚度也大都在10-60mm,这个范围厚度使用传统等离子切割的话污染大、耗能大、断面锥度大、精度差,而且效率慢,但使用创鑫50kW光纤激光切割都可以完美解决。因此我们在直播中选择了切30mm左右的板材,可以让这两大市场的用户了解到创鑫50kW在这个厚度区间的加工能力。

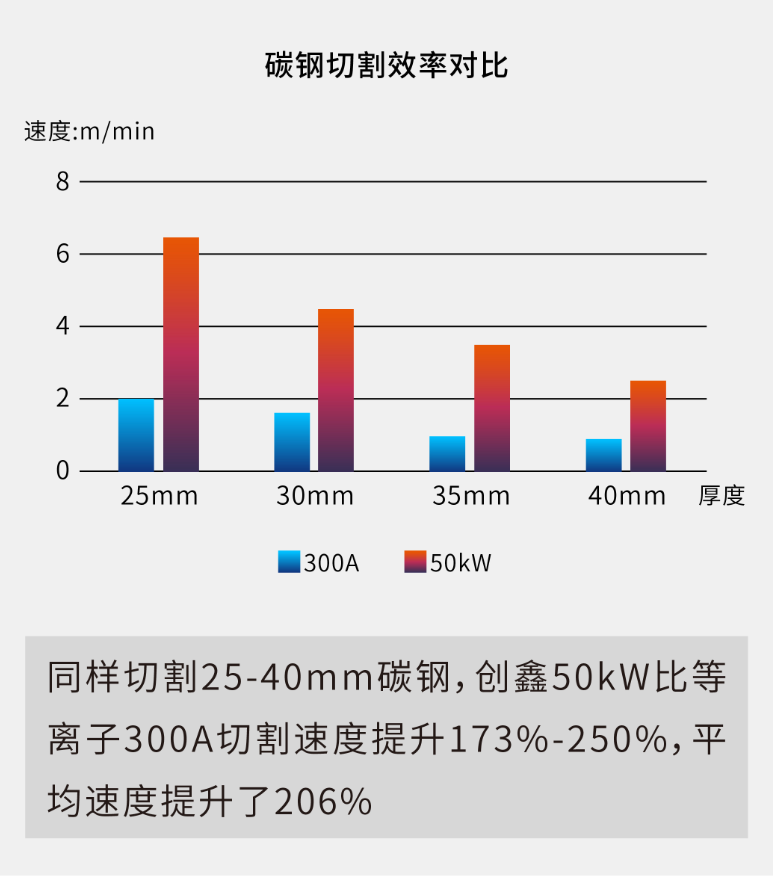
同样切割25-40mm碳钢,创鑫50kW比等离子300A切割速度提升173%-250%,平均速度提升了206%

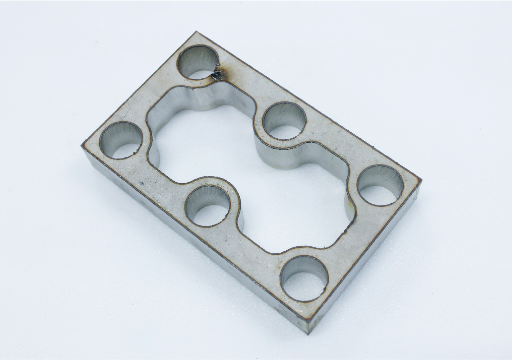
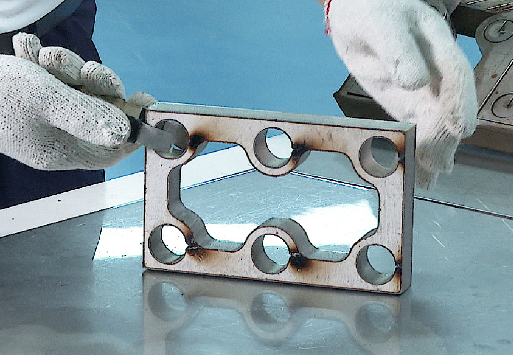
零件一次成型
无需辅助二次加工
直播现场切割的形状同样有考究,我们选择的是切割30mm法兰盘零件图形,这类零件多用作重工设备的安装底座,加工时需要在周边开上几个孔用于连接其他的东西。若使用等离子切孔的话最小直径只能约等于被加工板材的厚度,即30mm厚的钢板只能加工大于等于30mm的孔径,再小的孔径只能用铣床、钻床辅助开孔,并且需要去毛刺机进行二次加工,费时费力;而创鑫50kW激光切割孔径的最小直径可达到被加工板材厚度的20%,即30mm厚的钢板可以加工6mm的孔径,并实现在厚板金属上一次性切出不同孔径,且光滑无毛刺,无需二次加工,省时省力更精细。
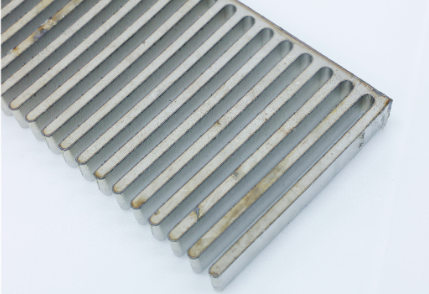
连续切割不挂渣
性能稳定少操心
此次直播使用的是50kW三合一,一方面,为了将50kW激光器实现落地使用,创鑫激光独立研发了匹配的50kW切割头,解决了以往激光器苦等配套切割头的窘境;另一方面,创鑫激光将激光器、切割头、软件三大件在同一平台体系内适配,充分调动三者在同一平台的运行潜力,既提升整体加工效率,又能更好地保障加工的稳定性。直播过程中的“之”字形长时间连续切割就是对50kW三合一加工稳定性的最佳论证,切割起点到终点底部均是一样光滑无挂渣。30kW以上的超高功率激光器,长时间连续加工,激光器输出头以及切割头镜片的温升会非常快,因此容易出现焦点漂移现象。在批量生产过程中,就会出现大量的工件挂渣、切割不透等现象,情况严重的甚至还会造成激光器损坏、无法生产。创鑫激光三合一解决方案通过将激光器、切割头和系统三个维度共同配合,解决了超高功率激光器加工过程中焦点漂移的问题,确保切割质量的稳定和一致。

科学技术是第一生产力,是经济和社会发展的首要推动力。但是,科学技术只有转化为现实生产力,才有可能成为生产力诸多要素中的第一要素。创鑫激光始终秉持“技术为本,实用为王”的战略原则,将技术和产品创新落实到提升生产力水平,拓展工业制造提质增效发展空间,推动中国制造高质量发展。
以上文章内容来自创鑫激光。如涉及作品内容、版权和其它问题,请在7日内与本平台联系(邮箱:2900646553@qq.com),我们将在第一时间给予处理!



-
光通信大会丨8月14日,南京英田光学董事长周子元将出席大会并作主题分享

欢迎报名参加
넶0 2026-07-22 -
光通信大会丨8月14日,长进光子研发总监褚应波博士将出席大会并作主题分享

欢迎报名参加
넶0 2026-07-21 -
光通信大会丨8月14日,武大教授、六博光电董事长艾勇博士将出席大会并作主题分享

欢迎报名参加!
넶0 2026-07-20













-
- 2023-02-09
- 2023-07-20
- 2022-12-05
- 2023-02-10
- 2022-10-11
- 2022-10-22
- 2023-02-10
- 2021-09-18
